Hướng dẫn sử dụng Máy hàn Laser cầm tay !

1. Biện pháp phòng ngừa an toàn
1.1 Biểu tượng cảnh báo an toàn

1.2 Biện pháp phòng ngừa







Tổng quan về sản phẩm
- Thiết kế tất cả trong một, linh hoạt và tiện lợi. Thiết kế tất cả trong một nhỏ gọn bao gồm một khu vực nhỏ và được trang bị ròng rọc di chuyển, có thể được điều chỉnh bất cứ lúc nào theo yêu cầu của trang web, giúp thuận tiện và linh hoạt khi sử dụng.
- Ngoài sự hình thành mối hàn đẹp mắt, và đầu vào nhiệt có thể được kiểm soát chính xác bằng cách điều chỉnh tinh vi chiều rộng xoay laser, công suất laser, tần số xoay, v.v. để đáp ứng cường độ hàn, giảm biến dạng của phôi và đạt được kết quả hàn tối ưu.Reduce labor cost and material cost.
- Các hoạt động ít khó khăn hơn, làm cho nó dễ dàng để bắt đầu; tốc độ hàn nhanh, tận hưởng hiệu quả cao; đường hàn rất đẹp, loại bỏ sự cần thiết phải mài sau này; và hàng tiêu dùng được giảm.
- Giao diện người-máy rất đơn giản và dễ vận hành. Thiết kế thông số thống nhất, cung cấp cho người dùng các thông số hàn tối ưu.
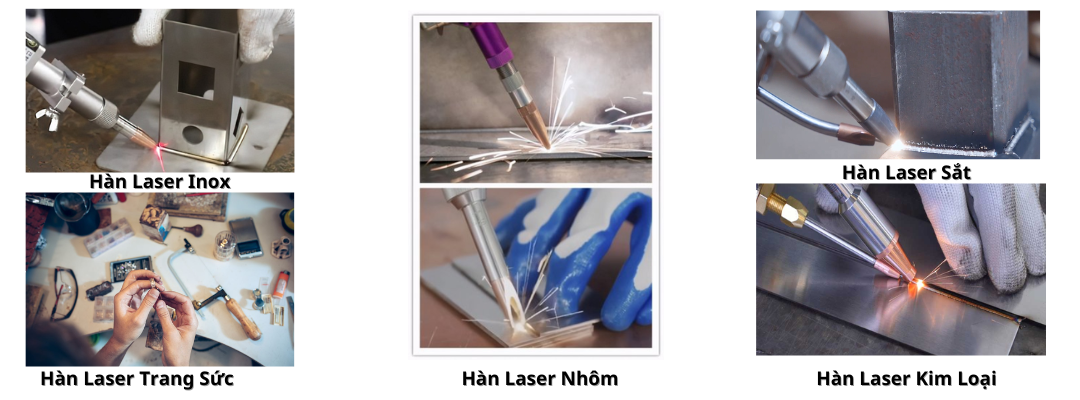
- Một loạt các ứng dụng, về cơ bản thích hợp để hàn tất cả các tấm kim loại mỏng.
2.1 Thông số kỹ thuật


2.1.2 Cấu hình máy tổng thể

2.1.3 Thông số laser


2.1.4 Thông số làm mát nước

2.1.5 Đơn vị hàn


2.2. Súng hàn


2.3. Đầu cấp dây

3. Bảng điều khiển
3.1 Bảng điều khiển máy
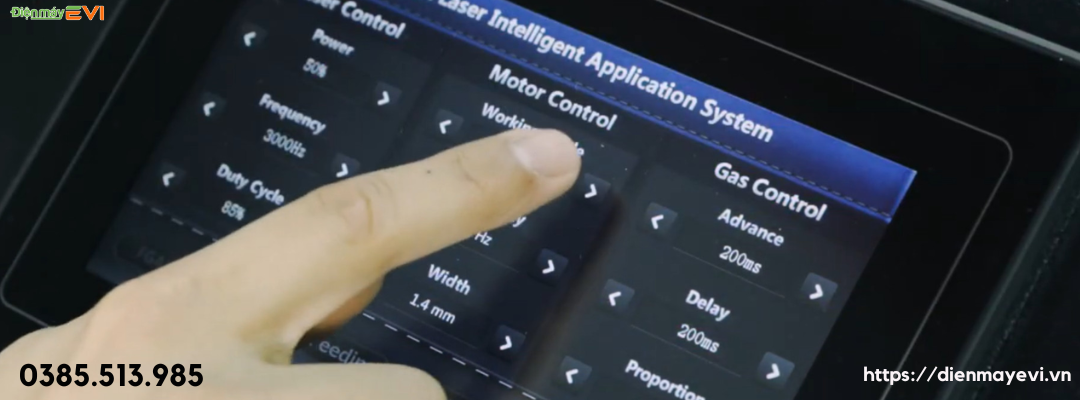
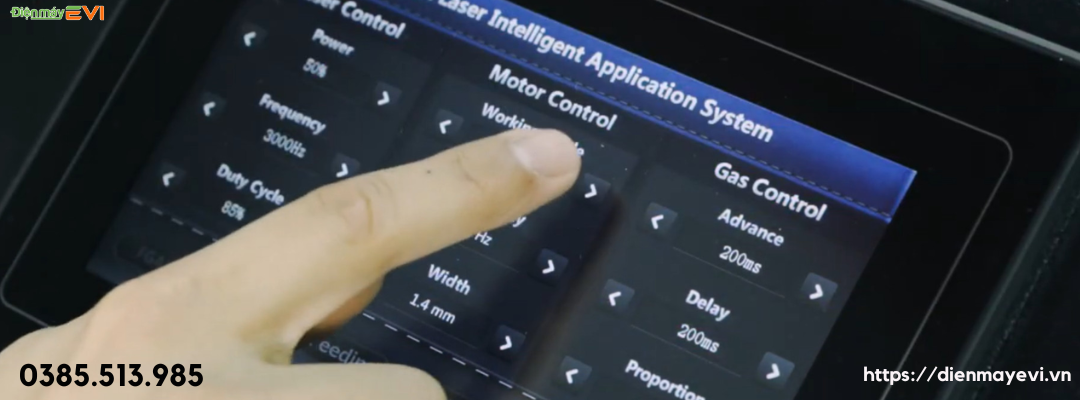
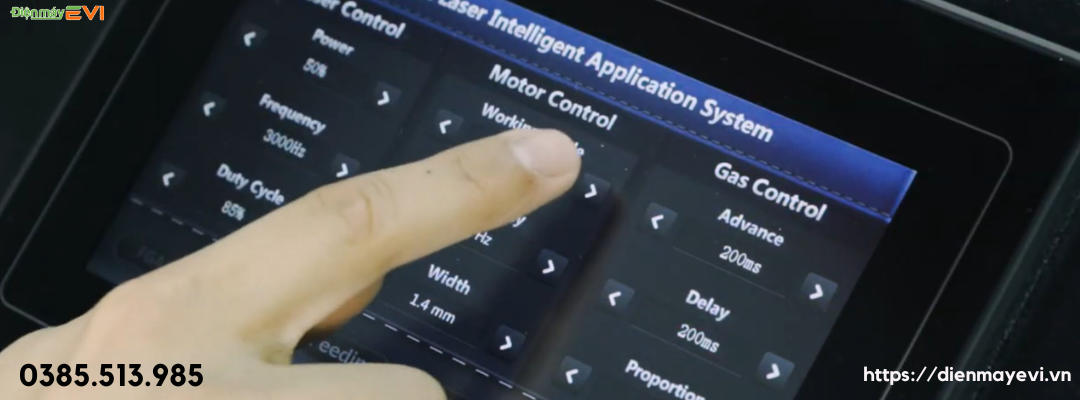
Bảng điều khiển của dòng SUP là màn hình cảm ứng và giao diện hoạt động chủ yếu được chia thành bốn phần: Trang chủ, Công nghệ, Cài đặt và Giám sát.
3.1.1 Giao diện chính của màn hình cảm ứng

1) Giao diện này hiển thị các thông số công nghệ hiện tại và thông tin báo động.
2) Đèn đỏ hỗ trợ laser và đèn đỏ chỉ báo được BẬT khi thiết bị được bật nguồn.
3) Khóa nối đất an toàn thường có màu xám và chuyển sang màu xanh lá cây và có thể gia công được khi đầu mối hàn chạm vào phôi gia công. Chế độ hàn liên tục theo mặc định. Khi được thiết lập để hàn điểm, thợ hàn có thể phát ra ánh sáng không liên tục để hàn điểm, thuận tiện cho việc kiểm soát thời gian hàn điểm. Chức năng này cần được thiết lập (khả dụng trên phiên bản V3.3 trở lên)
3.1.2 Giao diện công nghệ

1) Giao diện công nghệ chứa các tham số công nghệ gỡ lỗi, có thể được sửa đổi bằng cách nhấp vào hộp; sau khi sửa đổi, nhấp vào "OK" để lưu nó trong công nghệ nhanh chóng; và nhấp vào "Nhập" để nhập công nghệ để sử dụng (Sửa đổi - Lưu - Nhập).
2) Phạm vi tốc độ quét là 2-6000 mm / S và phạm vi chiều rộng quét là 0 ~ 5 mm. Tốc độ quét bị giới hạn bởi chiều rộng quét và mối quan hệ của chúng là: tốc độ quét 10 ≤ / (chiều rộng quét * 2) ≤ 1000. Nếu vượt quá giới hạn, nó sẽ tự động thay đổi thành giá trị giới hạn. Khi chiều rộng quét được đặt thành 0, nó sẽ không quét (tức là nguồn điểm) (tốc độ quét phổ biến nhất: 300 mm / S, chiều rộng: 2,5 mm).
3) Công suất cực đại cần nhỏ hơn hoặc bằng công suất laser trong trang thông số (chẳng hạn như công suất laser là 1000W, khi đó giá trị này không được cao hơn 1000). Phạm vi chu kỳ nhiệm vụ là 0 ~ 100 (100 theo mặc định, thường không cần thay đổi).
4) Dải tần số xung được đề xuất là 5-5000 Hz (2000 theo mặc định, thường không cần thay đổi).
5) Nhấp vào nút TRỢ GIÚP ở trên cùng bên phải để biết thêm mô tả về các thông số có liên quan. Tham chiếu công nghệ (tùy thuộc vào thực tế. Sau đây chỉ mang tính chất tham khảo)


3.1.3 Giao diện cài đặt

Hình 3-3 Giao diện cài đặt Giao diện này yêu cầu nhập thủ công mật khẩu: 123456
1) Công suất laser là công suất tối đa của laser được sử dụng.
2) Thời gian trễ chuyển đổi khí là 200 ms theo mặc định và phạm vi là 200ms-3000ms. Khi bật đèn, đèn bật điện tăng dần từ N1% công suất công nghệ sang sức mạnh công nghệ; khi tắt đèn, đèn tắt nguồn giảm dần từ công suất công nghệ xuống N2% công suất công nghệ. Như thể hiện trong hình dưới đây:

3) Bù trễ nguồn cấp dây, tức là, thời gian trước nguồn cấp dây liên quan đến tín hiệu phát sáng, có thể được sử dụng cùng với chức năng rút tiền.
4) Giá trị ngưỡng tối đa của cảnh báo nhiệt độ là 70 ° C. Khi giá trị được đặt thành 0, báo động nhiệt độ không được phát hiện.
5) Phạm vi của hệ số hiệu chỉnh quét là 0,01 ~ 4 và chiều rộng dòng mục tiêu / chiều rộng đường đo của hệ số thường là 1,25.
6) Độ lệch tâm laser là -3 ~ 3 mm, giảm sang trái, tăng sang phải.
7) Thời gian hàn điểm là thời gian phát xạ ánh sáng khi nhấn cò súng. Ngay cả khi cò súng được nhả ra, ánh sáng vẫn sẽ được phát ra theo thời gian phát xạ (có sẵn trên phiên bản V3.3 trở lên).
8) Khoảng thời gian hàn điểm là thời gian dừng ánh sáng giữa hai mối hàn điểm sau khi nhấn nút kích hoạt (có sẵn trên phiên bản V3.3 trở lên).
9) Tín hiệu mức báo động được đặt theo mặc định, cảnh báo mặt nạ có thể trực tiếp thay đổi thành phát hiện mức tương ứng. Nhấp vào nút TRỢ GIÚP ở trên cùng bên phải để biết thêm mô tả về các thông số có liên quan.
3.1.4 Giao diện giám sát

Giao diện này hiển thị trạng thái của từng tín hiệu phát hiện và thông tin thiết bị. Nhấp vào Ủy quyền thiết bị để vào giao diện thời gian ủy quyền. Sau khi nhập mật khẩu, hệ thống có thể được ủy quyền trong thời gian sử dụng có sẵn. Các phương pháp mã hóa và giải mã ủy quyền là như nhau.
3.2 Bảng điều khiển của bộ nạp dây
Bảng điều khiển của bộ nạp dây là màn hình cảm ứng LCD, được chia thành hai trang tham số: chế độ xung và chế độ liên tục.





Chế độ xung




4. Lắp ráp
4.1 Yêu cầu lắp dựng
4.1.1 Yêu cầu về môi trường lắp dựng
Đọc các biện pháp phòng ngừa sau đây khi chọn môi trường cương cứng.Avoid to install the machine in the environment with dust or metal powder;
- Tránh lắp đặt máy trong môi trường có khí ăn mòn hoặc nổ;
- Đảm bảo rằng môi trường làm việc nằm trong khoảng từ -10 ° C đến 40 ° C. Nếu nó được sử dụng trong môi trường thấp hơn + 7 ° C, hãy sử dụng chất chống đông để tránh đóng băng chất làm mát.
- Nó nên được sử dụng trong môi trường có độ ẩm dưới 90% và không có hạt nước ngưng tụ;
- Độ cao không quá 1000m;
- Độ nghiêng của máy không được vượt quá 10 °;
- Không có rung động hoặc tác động rõ ràng;
- Vui lòng tham khảo và xác nhận với nhân viên dịch vụ khách hàng của JASIC trước cho bất kỳ yêu cầu lắp dựng đặc biệt nào.
4.1.2 Yêu cầu không gian lắp
Thợ hàn laser phải cách tường hoặc các vật thể khác ít nhất 30 cm.
4.2 Kết nối điện
Chú ý:
● Tất cả các kết nối điện phải được hoàn thành bởi nhân viên có kinh nghiệm và trình độ.
● Đảm bảo tắt công tắc nguồn của hộp phân phối điện trước khi đi dây để đảm bảo an toàn.
● Luôn sử dụng cáp tiêu chuẩn đáng tin cậy.
● Không hoạt động với bàn tay ướt.
● Không đặt vật nặng lên dây cáp.
● Ống cấp nước và thanh thép nhà có thể không được kết nối đáng tin cậy với mặt đất. Vui lòng không sử dụng chúng để nối đất an toàn.
● Mỗi máy phải được trang bị một công tắc gas hoặc cầu chì.
4.2.1 Kết nối dây nguồn

- Đảm bảo rằng công tắc của hộp phân phối điện đã tắt khi kết nối dây nguồn đầu vào.
- Kết nối dây nguồn đầu vào của máy với đầu ra của hộp phân phối điện một cách đáng tin.
4.2.2 Kết nối hộp phân phối điện

4.3 Kết nối khóa mặt đất an toàn
Trước khi hàn, kết nối ổ cắm hàng không của khóa mặt đất an toàn với giao diện trên bảng điều khiển phía sau của máy và kẹp cá sấu của khóa mặt đất an toàn vào phôi. Chỉ khi tín hiệu kích hoạt laser hợp lệ và đầu đèn pin tiếp xúc với phôi, nó mới phát ra tia laser.
4.4 Kết nối khí
Hàn đòi hỏi phải sử dụng khí trơ để làm mát đầu mỏ hàn và bảo vệ đường hàn. Độ tinh khiết và áp suất của khí trơ phải được đảm bảo. Nói chung, nitơ và argon được sử dụng làm khí che chắn, với độ tinh khiết không dưới 99,99% và áp suất khí đầu vào lớn hơn 80 kpa. Khí được bơm vào đầu vào khí trên bảng điều khiển phía sau của máy thông qua ống khí Φ6 mm, và lưu lượng khí phải là ≥15L / phút. Nếu gas không được kết nối sau khi bật nguồn, còi của máy sẽ báo động.
4.5 Lắp ráp mỏ hàn
Ống phân loại và vòi phun bằng đồng thau không được lắp ráp trên mỏ hàn tại nhà máy, và cần được lắp ráp trước khi sử dụng.
1) Lấy ống đã phân loại và vòi phun bằng đồng ra khỏi hộp phụ kiện;
2) Tháo phích cắm niêm phong khỏi vòi phun đuốc;
3) Lắp ráp ống đã phân loại trên vòi phun đuốc và điều chỉnh thang đo về 0;
4) Lắp ráp vòi phun bằng đồng trên ống đã phân loại và siết chặt nó, xoay ống đã phân loại để căn chỉnh máng cấp dây của vòi đồng thau với dây hàn, sau đó siết chặt ống bọc đai ốc.

4.6 Lắp ráp bộ cấp dây
4.6.1 Lắp ráp bên trong của bộ cấp dây

Bước 1: Chọn con lăn cấp dây thích hợp theo đường kính dây hàn
1) Nhả hai thanh báo chí có thể điều chỉnh tải trước;
2) Tháo đai ốc của con lăn cấp dây và loại bỏ nó; Thay thế bằng con lăn cấp dây thích hợp, đặt cạnh của máng cấp dây tương ứng hướng vào trong, sau đó siết chặt đai ốc.
Bước 2: Lắp đặt ống chỉ dây. Lưu ý rằng dây hàn phải được dẫn ra khỏi ống chỉ dây, chèn ống chỉ dây vào trục ống chỉ và truyền dây hàn qua con lăn cấp dây. Dây hàn phải được đặt trong khe và sau đó được kẹp. Dây hàn có thể sử dụng dây hàn thông thường từ 5 kg đến 25 kg, nhưng không sử dụng dây lõi thông lượng.
Bước 3: Điều chỉnh áp suất thanh báo chí để gửi ổn định dây hàn ra.
4.6.2 Kết nối bộ cấp dây

Bước 1: Kết nối ống dẫn dây. Nới lỏng vít khóa để chèn vòi đồng thau của ống dẫn dây vào bộ nạp dây, đưa dây hàn qua vòi đồng thau và siết chặt vít cố định vòi đồng thau.
Bước 2: Lắp ráp ống dẫn dây trên giá đỡ đầu ngọn đuốc và siết chặt đai ốc; Điều chỉnh chiều dài của ống dẫn dây để mở rộng đến vòi phun đồng thau hàn.
Bước 3: Kết nối đường dây điều khiển của bộ nạp dây. Cắm phích cắm hai chân của đường điều khiển vào ổ cắm hai lõi trên bảng điều khiển phía sau của bộ nạp dây và siết chặt nó, đồng thời lắp đầu kia vào giao diện "bộ nạp dây" trên bảng điều khiển phía sau của máy.
Bước 4: Kết nối dây nguồn của bộ nạp dây. Cắm phích cắm hàng không ba chân của dây nguồn vào ổ cắm ba chân trên bảng điều khiển phía sau của bộ nạp dây và cắm phích cắm dây nguồn vào ổ cắm 220V.
Bước 5: Sau khi hoàn thành các bước trên, bật nguồn cấp dây và cấp dây bằng tay để kéo dài dây ra khỏi vòi dẫn hướng.
Lưu ý:
1) Không hướng vòi dẫn hướng đến người hoặc thiết bị trong quá trình cấp dây để tránh bị thủng.
2) Tránh uốn ống dẫn dây để tránh ảnh hưởng đến hiệu ứng cấp dây.
4.7 Hướng dẫn vận hành
1)Sau khi kết nối hệ thống tổng thể, hãy kiểm tra lại xem có bất kỳ lỗi hoặc thiếu sót nào trước khi khởi động hay không.
2)Mở van bình gas và điều chỉnh lưu lượng khí.
3)Bật công tắc của hộp phân phối điện, công tắc của bảng điều khiển phía sau của máy và lần lượt công tắc của bộ nạp dây.
4)Bật công tắc nguồn và công tắc dừng khẩn cấp trên bảng điều khiển phía trước. Lúc này, máy sẽ khởi động và bảng điều khiển sẽ sáng lên. Sau khi khởi động, hãy kiểm tra xem máy và bình chứa nước có hoạt động bình thường không và có bất kỳ báo động nào không.
5)Nhấn nút cấp dây thủ công của bộ nạp dây để mở rộng dây hàn ra khỏi vòi dẫn hướng dây.
6)Tắt nút bật laser để kiểm tra xem đèn đỏ có nằm ở trung tâm của vòi phun bằng đồng và ngay đến dây hay không.
7)Hàn có thể được thực hiện sau khi thiết lập các thông số hàn và đeo thiết bị bảo vệ.
8)Sau khi hàn, tắt nút kích hoạt laser, tắt công tắc nguồn trên bảng điều khiển phía trước, công tắc bảng điều khiển phía sau, công tắc hộp phân phối điện, sau đó lần lượt van xi lanh khí.
9)Đặt mỏ hàn nhẹ lên giá đỡ mỏ hàn.

Địa chỉ cung cấp máy móc uy tín chất lượng nhất Việt Nam hiện nay

Điện máy EVI - Điện máy Chính hãng, Máy Rửa Xe, Máy Hàn, Dụng cụ cầm tay Số 1 tại TP HCM CÔNG TY CỔ PHẦN MÁY MÓC VIỆT NAM Giấy chứng nhận ĐKDN số 0315937332 do Sở KH&ĐT TP. Hồ Chí Minh cấp ngày 02/10/2019.
Địa chỉ: 367-369 Trường Chinh, Phường Tân Thới Nhất, Quận 12, TP HCM
CN2: 1095 Quốc Lộ 1A, Phường Bình Trị Đông A, Quận Bình Tân, TP. HCM
CN3: 753 Quốc Lộ 13, P. Hiệp Bình Phước, Thủ Đức, TP. HCM
Số điện thoại: 0385.513.985
Email: dienmayevi@gmail.com